- Linuxcnc.ini
- [EMCIO]
- TOOL_CHANGE_POSITION
- TOOL_CHANGE_WITH_SPINDLE_ON
- [RS274NGC]
- REMAP
- [DISPLAY]
- PROGRAM_PREFIX
- Начало работы
- Главный экран
- Выбор режима работы
- Координаты
- Ручное перемещение
- Перемещение
- Охлаждение
- Шпиндель
- Горячие функции
- REFERENCE (Возврат в машинный ноль)
- ZERO (Обнуление относительных координат)
- ORIGIN (Возврат в относительный ноль)
- AUTO TOOL ZERO (Датчик высоты инструмента)
- Подменю JOG
- Подменю MDI
- Подменю PRG
- Подменю MENU
Linuxcnc.ini
Файл .ini, сохраняемый в директории настроек станка (в моем случае это не linuxcnc.ini, конечно, а YourBunnyCNC.ini) содержит настройки программы LinuxCNC и разделен на разделы, как и «обычный» файл конфигурации многих других продуктов.
В разделе хранятся настройки в формате переменная=значение.
Пример одного из разделов файла:
[EMCIO] EMCIO = io CYCLE_TIME = 0.100 TOOL_TABLE = tool.tbl TOOL_CHANGE_WITH_SPINDLE_ON = 0 TOOL_CHANGE_POSITION = 210 10 90
Разделы и переменные названы вполне понятно и адекватно. Другое дело, что это совсем не означает, что я сразу понял их суть, но, в некотором смысле, понятность наименований дает повод обдумать и направление погуглить.
[EMCIO]
По-умолчанию, раздел [EMCIO] выглядит следующим образом:
[EMCIO] EMCIO = io CYCLE_TIME = 0.100 TOOL_TABLE = tool.tbl TOOL_CHANGE_WITH_SPINDLE_ON = 0
TOOL_CHANGE_POSITION
Собственно, почему я начал описание именно с этого раздела — сюда добавляются параметры точки смены инструмента и отключения шпинделя при смене инструмента. А я очень хотел перенести точку смены в разумное место.
TOOL_CHANGE_POSITION = 210 10 90
Цифры после параметра — координаты X, Y и Z соответственно.
| Обратите внимание на тот факт, что координаты указываются в абсолютных координатах станка. |
Мне странно, что такой важный и нужный параметр не был добавлен в Step Conf Wizard, но, может это дело времени, а может разработчики LinuxCNC посчитали, что все-едино пользователю нужно разбираться и изменять в файлах миллион параметров вручную, зачем еще нагромождать что-то в Step Conf Wizard?
TOOL_CHANGE_WITH_SPINDLE_ON
TOOL_CHANGE_WITH_SPINDLE_ON = 0
Указывается как 0 или 1 (эти две цифры означают: false или true, OFF или ON, выключен или включен, соответственно).
В этом же разделе можно указать параметр
При вызове команды G30 этот параметр заставит LinuxCNC перевезти станок в позицию смены инструмента, указанную в переменных 5181, 5182, 5183, 5184, 5185 и 5186 для осей. Т.е. и G30 и M06 переведут станок в одно и тоже место.
[RS274NGC]
По умолчанию раздел выглядит вот так:
[RS274NGC] PARAMETER_FILE = linuxcnc.var
Как видите, в нем, изначально, указывается только имя файла хранения внутренних переменных linuxcnc.var. Однако всего в этом разделе возможностей больше, но о них ниже.
REMAP
В этой секции, кроме всего, что я еще не описал, может присутствовать функция перенаправления операторов REMAP. Она описана в отдельной статье и сюда ее вставлять смысла не вижу.
[DISPLAY]
[DISPLAY] DISPLAY = axis EDITOR = gedit POSITION_OFFSET = RELATIVE POSITION_FEEDBACK = ACTUAL ARCDIVISION = 64 GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in MAX_FEED_OVERRIDE = 1.2 MIN_SPINDLE_OVERRIDE = 0.5 MAX_SPINDLE_OVERRIDE = 1.2 DEFAULT_LINEAR_VELOCITY = 100.00 MIN_LINEAR_VELOCITY = 0 MAX_LINEAR_VELOCITY = 1000.00 INTRO_GRAPHIC = linuxcnc.gif INTRO_TIME = 5 PROGRAM_PREFIX = /home/nanthony/linuxcnc/nc_files INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm PYVCP = YourBunnyPanel.xml
PROGRAM_PREFIX
PROGRAM_PREFIX = /home/nanthony/linuxcnc/nc_files
Описывает абсолютный путь к папке, содержащей файлы, которые LinuxCNC открывает. Через окно открытия файла или через загрузку при помощи команды O — значения не имеет.
Начало работы
1. Подключение. После запуска системы Craftex необходимо подключить станок или убедиться в том, что он подключен автоматически (если на станке установлена кнопка E-stop то подключение будет выполняться автоматически). Итак, произвести подключение необходимо следующими клавишами:
— Сигнализирует об успешном подключении станка (Hotkey: F1).
— Сигнализирует о отключенном станке (Hotkey: F1).
Обратите внимание, что в случае, если кнопка Connect не может быть нажата, то это говорит о том, что вход аварийной остановки активирован (вход E-stop на плате LPT-DPTR 1.03). В станках компании CNC-Technology вход аварийной остановки подключается либо к кнопку аварийной остановки, либо к аварийному выходу преобразователя частоты. Если вы получаете ошибку подключения убедитесь что кнопка аварийной остановки находится в поднятом состоянии и преобразователь частоты не показывает ошибку. Если индикатор зеленый, значит вы успешно подключились к станку или подключение произведено автоматически.
2. Запуск системы. Для этого воспользуйтесь кнопкой Power ON/OFF.
— Сигнализирует о выключенной системе ЧПУ (Hotkey: F2). — Сигнализирует о включенной системе ЧПУ (Hotkey: F2).
Если индикатор ON\OFF отображается зеленым цветом, значит можно продолжить работу. На данном этапе станок перемещается, но только в положительном направлении, т.к. не найдены домашние положения.
3. Поиск машинных координат. Для возврата в домашнее положение (машинные координаты) воспользуйтесь горячими кнопками. Сделать это можно либо сразу по всем осям, либо раздельно.
— Возврат в домашнее положение по всем осям одновременно.
— Возврат в домашнее положение по оси X.
— Возврат в домашнее положение по оси Y.
— Возврат в домашнее положение по оси Z.
Теперь станок полностью запущен и готов к работе, можно приступить к выставлению относительных координат и запуску управляющей программы.
Главный экран
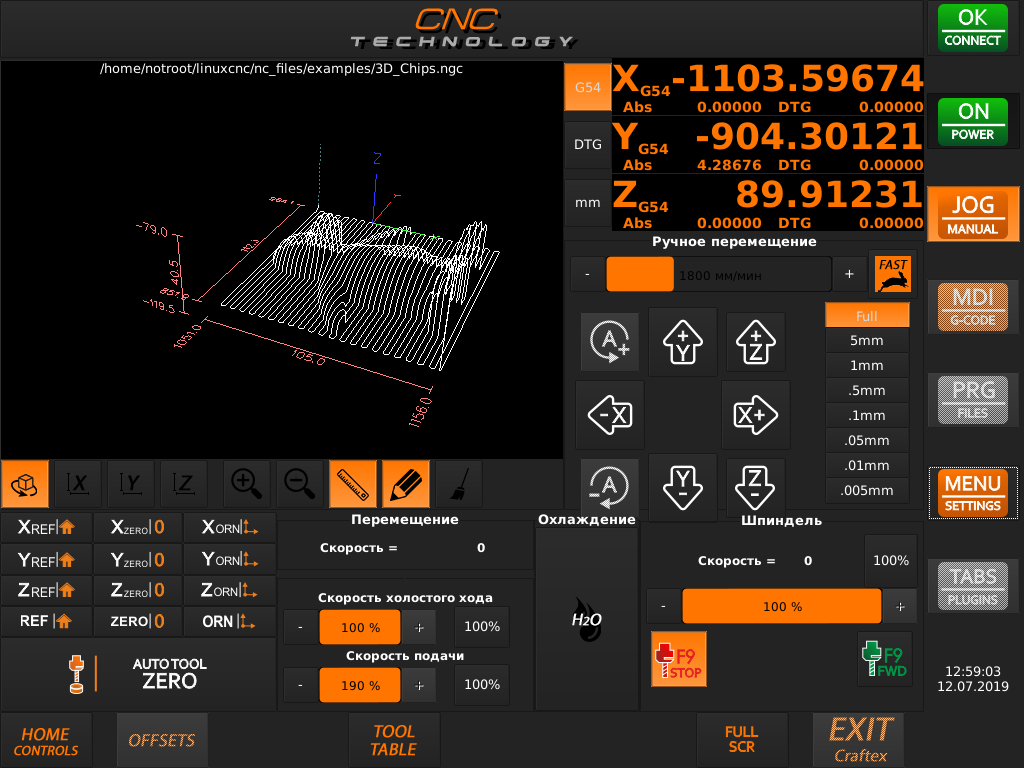
Под главным экраном понимается основная часть интерфейса, которая не изменяется при перемещении по подменю JOG, MDI, PRG. Рассмотри основные элементы главного экрана интерфейса Craftex.
Выбор режима работы
В правой части экрана располагаются кнопки включения и выбора режима работы.
Индикатор готовности работы станка.
Кнопка готовности работы. Если данный индикатор зеленый «OK», значит станок подключен и готов к работе. Если данный индикатор красный «Alarm», значит станок не может быть включен по следующим причинам: не подключен LPT-порт к ПК, неверно выставлен порт ввода-вывода LPT-порта в *.hal файле, нажата кнопка аварийной остановки, сработал один из аварийных сигналов (драйвера шаговых двигателей, преобразователь частоты).
— Кнопка включения\выключения станка. (Hotkey: F2).
— Переключение в режим JOG (Hotkey: F3) Режим JOG служит для ручного перемещения станка по рабочему полю.
— Переключение в режим MDI (Hotkey: F4) Режим MDI служит для ручного ввода команд G-кода. Доступные команды G-кода ищите в главе G-code.
— Переключение в режим PRG (Hotkey: F5) Режим PRG служит для работы с управляющей программой.
Координаты

В LinuxCNC как и в других системах ЧПУ присутствуют несколько систем координат, среди них:
1. Абсолютная система координат. Абсолютная система координат — реальное положение шпинделя относительно машинного нуля (машинный ноль — точка возврата по датчикам домашнего положения). На станках компании CNC-Technology машинный ноль находится в левом ближнем углу рабочего поля. Абсолютные системы координат не доступны для изменения пользователем. В интерфейсе Craftex абсолютная система координат обозначается как Abs. Возврат в машинный ноль станка происходит с помощью горячих функций REF (См. подробнее раздел REFERENCE).
2. Относительная система координат. Пользовательская система координат G54. Относительная система координат создана для того, чтобы выставить точку начала управляющей программы относительно обрабатываемой заготовки. В интерфейсе Craftex система относительная система координат указывается как G54. Для того, чтобы обнулить относительную систему координат воспользуйтесь быстрой функцией ZERO (См. подробнее раздел ZERO)
Ручное перемещение

В режиме JOG пользователь может перемещать станок с помощью иконок на главном экране или горячих клавиш на клавиатуре.
Для того, чтобы уменьшить или увеличить скорость ручного перемещения станка передвигайте регулятор скорости.

В интерфейсе Craftex доступно два режима перемещения быстрый и медленный. Обратите внимание на переключатель режима скорости FAST-SLOW.
Перемещение
Охлаждение
Шпиндель
Горячие функции

Группа горячих функций — блок функций, созданный для удобства работы, функций, которые часто требуются для работы.
REFERENCE (Возврат в машинный ноль)
Группа параметров REFERENCE отвечает за возврат станка в домашнее положение. Структура LinuxCNC устроена таким образом, что работа на станке ограничена, пока не найден машинный ноль. Это позволяет предотвратить аварийные ситуации при работе (выход станка за рабочее поле и запуск управляющей программы, превышающей рабочее поле станка). Возвращать в домашнее положение станка необходимо каждый раз при запуске LinuxCNC.
Обратите внимание, что группа функций разделена на:
— Возврат в домашнее положение по всем осям одновременно.
— Возврат в домашнее положение по оси X.
— Возврат в домашнее положение по оси Y.
— Возврат в домашнее положение по оси Z.
ZERO (Обнуление относительных координат)
Группа горячий функций ZERO отвечает за установку относительных координат в 0 (G54). Относительные координаты служат для установки точка начала управляющей программы.
— Установить относительные координаты в 0 по всем осям.
— Установить относительные координаты в 0 по оси X.
— Установить относительные координаты в 0 по оси Y.
— Установить относительные координаты в 0 по оси Z.
ORIGIN (Возврат в относительный ноль)
Группа горячих функций ORN отвечает за быстрый возврат в относительный ноль.
— Переместить станок в относительный ноль по всем осям.
— Переместить станок в относительный ноль по оси X.
— Переместить станок в относительный ноль по оси Y.
— Переместить станок в относительный ноль по оси Z.
AUTO TOOL ZERO (Датчик высоты инструмента)

Датчик автоматического определения высоты инструмента позволяет точно определить ноль по оси Z. Процедура измерения инструмента происходит следующим образом: контактный провод (крокодил) подключается к инструменту, под инструмент устанавливается контактная площадка. После нажатия кнопки AutoToolZero ось Z поедет вниз до касания с контактной площадкой (процедура повторится дважды, на высокой и на низкой скорости). После этого произойдет автоматическое обнуление инструмента (с учетом толщины контактной площадки).
Подменю JOG
Данный раздел находится в разработке.
Подменю MDI
Данный раздел находится в разработке.
Подменю PRG

В подменю PRG выполняются все функции связанные с запуском управляющей программы. Переключаясь на режим PGM в нижней строке функций появляются доп. элементы управления.
Рассмотрим элементы доп. функции подменю PGM подробнее:
— Загрузка управляющей программы.
— Закрыть текущую управляющую программу.
— Запустить выполнение управляющей программы.
— Остановить выполнение управляющей программы.
— Приостановить выполнение управляющей программы.
— Выполнять управляющую программу в пошаговом режиме.
— Начать выполнение управляющей программы с текущей строки.
— Остановить выполнение управляющей программы при команде M1 в управляющей программе.
— Полно-экранная визуализация управляющей программы
— Редактировать загруженную управляющую программу.
Подменю MENU
Данный раздел находится в разработке.