- Система управления craftex linux cnc
- Начало работы
- Главный экран
- Выбор режима работы
- Координаты
- Ручное перемещение
- Перемещение
- Охлаждение
- Шпиндель
- Горячие функции
- REFERENCE (Возврат в машинный ноль)
- ZERO (Обнуление относительных координат)
- ORIGIN (Возврат в относительный ноль)
- AUTO TOOL ZERO (Датчик высоты инструмента)
- Подменю JOG
- Подменю MDI
- Подменю PRG
- Подменю MENU
- LinuxCNC Установка
Система управления craftex linux cnc
Данный блок управления представляет собой готовый к подключению комплект управления станком с ЧПУ, состоящий из блока управления и системного блока ПК, соединенных по интерфейсу Ethernet.
На жестком диске установлен образ Linux Debian 10. Для работы доступны интерфейсы Craftex и Axis.
Преимущества системы управления LinuxCNC:
- Полная 4-ех осевая обработка (зависит от конфигурации блока, см. таблицу характеристик).
- Мощный контроллер управления EP7i92, в основе которого лежит FPGA. Стабильный, помехозащищенный интерфейс Ethernet для подключения между ПК и блоком управления.
- Гибкий интерфейс для работы оператора. Удобная организация рабочего места. К примеру, передача управляющей программы через файловый менеджер WinSCP для передачи файлов по Wi-FI.
*Работа двух датчиков домашнего положения и двух двигателей по оси Y позволяет обеспечить перпендикулярность осей X и Y. Для подробной информации обратитесь к контроллеру Sen_Sync V1.3S.
Контроллер управления
Количество доступных осей и двигателей для данной конфигурации блока управления
4 оси, 5 двигателя (XY1Y2ZA)
Количество датчиков домашнего положения доступных для подключения
3 NPN или PNP датчика домашнего положения для XYZ
4* NPN или PNP датчика домашнего положения для XY1Y2Z
(переключается перемычкой на плате EP-DPTR-M2.01, одна перемычка для всех датчиков) с напряжением питания датчиков 24V или 12V (напряжение питания переключается перемычкой на плате EP-DPTR-M2.01) + разъем для подключения датчика автоматического определения высоты инструмента
Напряжения питания блока управления
Мощность блока управления
~400W (без учета преобразователя частоты)
Тип драйверов
Параметры шаговых двигателей, подключаемых к данному блоку управления.
Шаговые двигатели с током не более 5,6А: NEMA23, NEMA34 (не более 86HS78-5504).
Возможность установки преобразователя частоты внутри блока управления
Интерфейс управления преобразователем частоты
Дискретный сигнал вкл.\выкл. По команде M03, M05. Управления скоростью вращения шпинделя аналоговым выходом 0-10V.


Начало работы
1. Подключение. После запуска системы Craftex необходимо подключить станок или убедиться в том, что он подключен автоматически (если на станке установлена кнопка E-stop то подключение будет выполняться автоматически). Итак, произвести подключение необходимо следующими клавишами:
— Сигнализирует об успешном подключении станка (Hotkey: F1).
— Сигнализирует о отключенном станке (Hotkey: F1).
Обратите внимание, что в случае, если кнопка Connect не может быть нажата, то это говорит о том, что вход аварийной остановки активирован (вход E-stop на плате LPT-DPTR 1.03). В станках компании CNC-Technology вход аварийной остановки подключается либо к кнопку аварийной остановки, либо к аварийному выходу преобразователя частоты. Если вы получаете ошибку подключения убедитесь что кнопка аварийной остановки находится в поднятом состоянии и преобразователь частоты не показывает ошибку. Если индикатор зеленый, значит вы успешно подключились к станку или подключение произведено автоматически.
2. Запуск системы. Для этого воспользуйтесь кнопкой Power ON/OFF.
— Сигнализирует о выключенной системе ЧПУ (Hotkey: F2). — Сигнализирует о включенной системе ЧПУ (Hotkey: F2).
Если индикатор ON\OFF отображается зеленым цветом, значит можно продолжить работу. На данном этапе станок перемещается, но только в положительном направлении, т.к. не найдены домашние положения.
3. Поиск машинных координат. Для возврата в домашнее положение (машинные координаты) воспользуйтесь горячими кнопками. Сделать это можно либо сразу по всем осям, либо раздельно.
— Возврат в домашнее положение по всем осям одновременно.
— Возврат в домашнее положение по оси X.
— Возврат в домашнее положение по оси Y.
— Возврат в домашнее положение по оси Z.
Теперь станок полностью запущен и готов к работе, можно приступить к выставлению относительных координат и запуску управляющей программы.
Главный экран
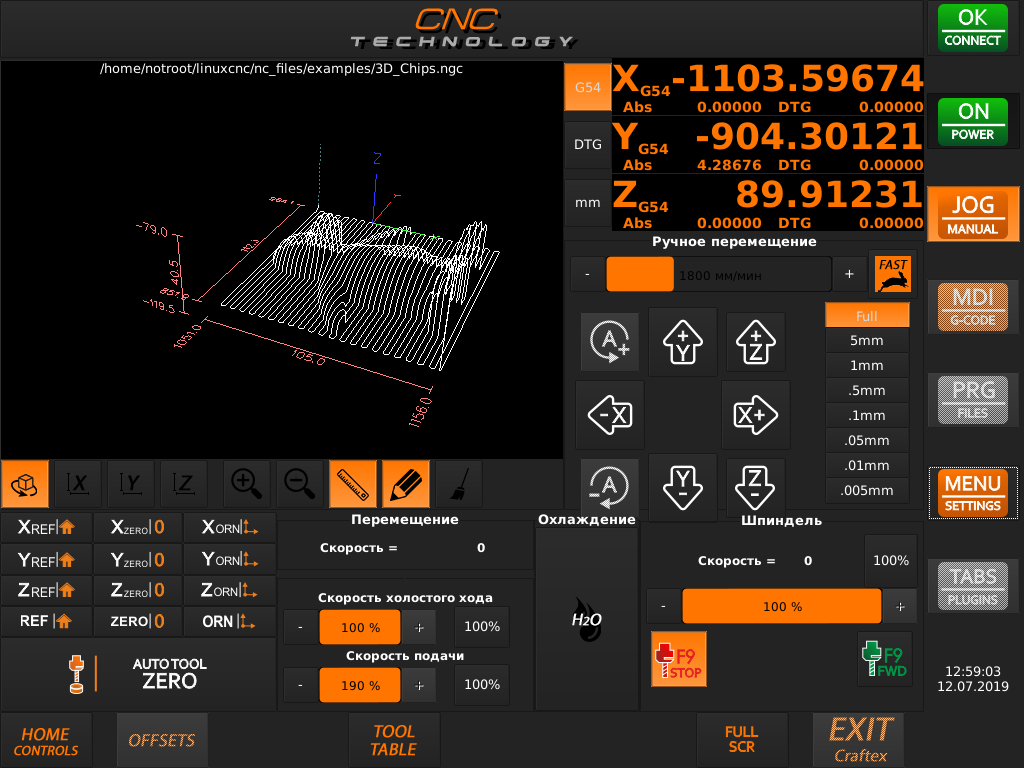
Под главным экраном понимается основная часть интерфейса, которая не изменяется при перемещении по подменю JOG, MDI, PRG. Рассмотри основные элементы главного экрана интерфейса Craftex.
Выбор режима работы
В правой части экрана располагаются кнопки включения и выбора режима работы.
Индикатор готовности работы станка.
Кнопка готовности работы. Если данный индикатор зеленый «OK», значит станок подключен и готов к работе. Если данный индикатор красный «Alarm», значит станок не может быть включен по следующим причинам: не подключен LPT-порт к ПК, неверно выставлен порт ввода-вывода LPT-порта в *.hal файле, нажата кнопка аварийной остановки, сработал один из аварийных сигналов (драйвера шаговых двигателей, преобразователь частоты).
— Кнопка включения\выключения станка. (Hotkey: F2).
— Переключение в режим JOG (Hotkey: F3) Режим JOG служит для ручного перемещения станка по рабочему полю.
— Переключение в режим MDI (Hotkey: F4) Режим MDI служит для ручного ввода команд G-кода. Доступные команды G-кода ищите в главе G-code.
— Переключение в режим PRG (Hotkey: F5) Режим PRG служит для работы с управляющей программой.
Координаты

В LinuxCNC как и в других системах ЧПУ присутствуют несколько систем координат, среди них:
1. Абсолютная система координат. Абсолютная система координат — реальное положение шпинделя относительно машинного нуля (машинный ноль — точка возврата по датчикам домашнего положения). На станках компании CNC-Technology машинный ноль находится в левом ближнем углу рабочего поля. Абсолютные системы координат не доступны для изменения пользователем. В интерфейсе Craftex абсолютная система координат обозначается как Abs. Возврат в машинный ноль станка происходит с помощью горячих функций REF (См. подробнее раздел REFERENCE).
2. Относительная система координат. Пользовательская система координат G54. Относительная система координат создана для того, чтобы выставить точку начала управляющей программы относительно обрабатываемой заготовки. В интерфейсе Craftex система относительная система координат указывается как G54. Для того, чтобы обнулить относительную систему координат воспользуйтесь быстрой функцией ZERO (См. подробнее раздел ZERO)
Ручное перемещение

В режиме JOG пользователь может перемещать станок с помощью иконок на главном экране или горячих клавиш на клавиатуре.
Для того, чтобы уменьшить или увеличить скорость ручного перемещения станка передвигайте регулятор скорости.

В интерфейсе Craftex доступно два режима перемещения быстрый и медленный. Обратите внимание на переключатель режима скорости FAST-SLOW.
Перемещение
Охлаждение
Шпиндель
Горячие функции

Группа горячих функций — блок функций, созданный для удобства работы, функций, которые часто требуются для работы.
REFERENCE (Возврат в машинный ноль)
Группа параметров REFERENCE отвечает за возврат станка в домашнее положение. Структура LinuxCNC устроена таким образом, что работа на станке ограничена, пока не найден машинный ноль. Это позволяет предотвратить аварийные ситуации при работе (выход станка за рабочее поле и запуск управляющей программы, превышающей рабочее поле станка). Возвращать в домашнее положение станка необходимо каждый раз при запуске LinuxCNC.
Обратите внимание, что группа функций разделена на:
— Возврат в домашнее положение по всем осям одновременно.
— Возврат в домашнее положение по оси X.
— Возврат в домашнее положение по оси Y.
— Возврат в домашнее положение по оси Z.
ZERO (Обнуление относительных координат)
Группа горячий функций ZERO отвечает за установку относительных координат в 0 (G54). Относительные координаты служат для установки точка начала управляющей программы.
— Установить относительные координаты в 0 по всем осям.
— Установить относительные координаты в 0 по оси X.
— Установить относительные координаты в 0 по оси Y.
— Установить относительные координаты в 0 по оси Z.
ORIGIN (Возврат в относительный ноль)
Группа горячих функций ORN отвечает за быстрый возврат в относительный ноль.
— Переместить станок в относительный ноль по всем осям.
— Переместить станок в относительный ноль по оси X.
— Переместить станок в относительный ноль по оси Y.
— Переместить станок в относительный ноль по оси Z.
AUTO TOOL ZERO (Датчик высоты инструмента)

Датчик автоматического определения высоты инструмента позволяет точно определить ноль по оси Z. Процедура измерения инструмента происходит следующим образом: контактный провод (крокодил) подключается к инструменту, под инструмент устанавливается контактная площадка. После нажатия кнопки AutoToolZero ось Z поедет вниз до касания с контактной площадкой (процедура повторится дважды, на высокой и на низкой скорости). После этого произойдет автоматическое обнуление инструмента (с учетом толщины контактной площадки).
Подменю JOG
Данный раздел находится в разработке.
Подменю MDI
Данный раздел находится в разработке.
Подменю PRG

В подменю PRG выполняются все функции связанные с запуском управляющей программы. Переключаясь на режим PGM в нижней строке функций появляются доп. элементы управления.
Рассмотрим элементы доп. функции подменю PGM подробнее:
— Загрузка управляющей программы.
— Закрыть текущую управляющую программу.
— Запустить выполнение управляющей программы.
— Остановить выполнение управляющей программы.
— Приостановить выполнение управляющей программы.
— Выполнять управляющую программу в пошаговом режиме.
— Начать выполнение управляющей программы с текущей строки.
— Остановить выполнение управляющей программы при команде M1 в управляющей программе.
— Полно-экранная визуализация управляющей программы
— Редактировать загруженную управляющую программу.
Подменю MENU
Данный раздел находится в разработке.
LinuxCNC Установка
Разворачивание системы на конфигурациях от CNC-Technology отличается от установки на любых машинах.
Инструкция, представленная ниже актуальна для конфигураций от CNC-Technology. Для установки на любых машинах скачайте данный архив и следуйте инструкциям в нем. Для того, чтобы получить копию системы Craftex на локальной машине требуется создать USB накопитель с программой распаковки образов на жесткий диск (Acronis True Image). Устанавливаем USB накопитель в ПК и запускаем программу WinSetupFromUSB от имени администратора, данное ПО можно скачать по ссылке http://www.winsetupfromusb.com/downloads/. Выбираем наш накопитель и устанавливаем галочки как на скриншоте. Далее следует выбрать образ программы Acronis True Image, нажав кнопку с тремя точками. Внимание, все данные с flash-накопителя будут стерты. Кликаем кнопку GO и ожидаем выполнения процедуры. 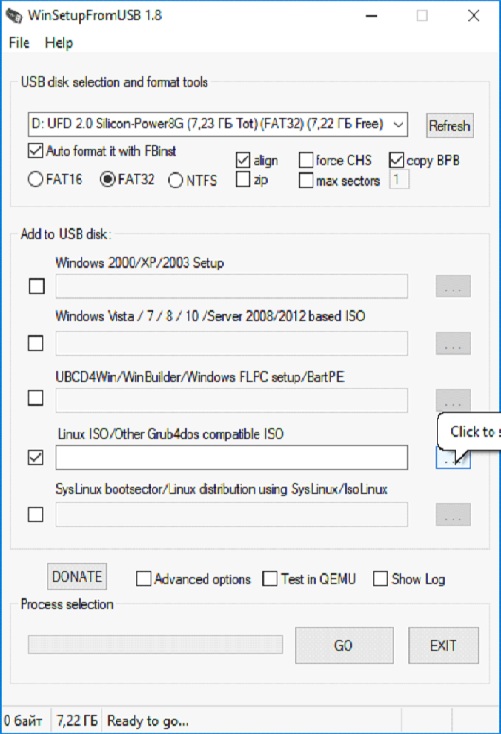
Итак, после записи USB накопителя с программой, добавим последний релиз системы Craftex в корень накопителя. Внимание, файл образа Craftex имеет расширение “.tib”. После загрузки установим flash-накопитель в компьютер, на котором требуется развернуть систему Craftex (далее просто ПК).Перезагрузим ПК и зайдем в BIOS и выберем загрузку с нашего flash-накопителя через вкладку Boot, сохраним настройки и перезагрузим ПК. Надо сказать, что BIOS меню отличается от ПК к ПК, поэтому обратитесь к производителю вашей матринской платы для того, чтобы уточнить процесс выбора загрузочного устройства. 
После загрузки мы должны увидеть окно с выбором версии Acronis. Выберем язык и вкладку Acronis True Image (64 bit), будет произведена инициализация программы. 
Вам будет предложено 2 варианта загрузки: “Резервное копирование” и “Восстановление”. Выберем во втором пункте ссылку «Диски»). 
Щелкнем на кнопку “Обзор”, укажем путь к “.tib” файлу с Craftex и нажмем далее. 
Восстановить диски и разделы, далее. 
Выберем первый пункт, далее. 
Укажем диск, на который требуется развернуть образ, далее. 
Копировать разделы без изменений, далее. 
Нажмем кнопку приступить. 
После выполнения процесса распаковки следует извлечь USB-накопитель из ПК. Система Craftex на вашем жестком диске. Осталось установить в BIOS загрузку с жесткого диска.